📚 (6-8) スケールアップ理論を考えてみよう ー 冷却編【掻取ミキサーを使用した製品の冷却】
- #乳化撹拌装置
- #乳化
- #エマルション
- #スケールアップ

掻取ミキサーの使用

「撹拌をやさしく捉えてみよう【乳化撹拌装置を動かしてみる】」のページで紹介したように,冷却時では,通常,掻取ミキサーを使用します。
それでは,掻取ミキサーを使用しないとどうなるのでしょうか?
掻取ミキサー不使用時
ここで,ある実験事例を紹介します。
当社の25型乳化撹拌装置を用いて,下図のA~D点における温度を測定しました。
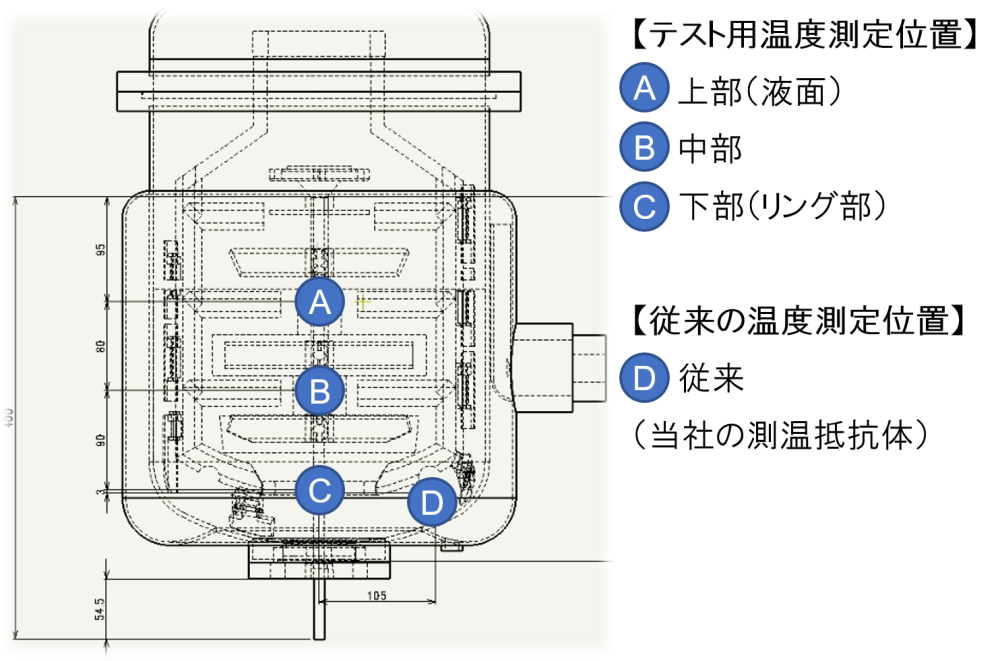
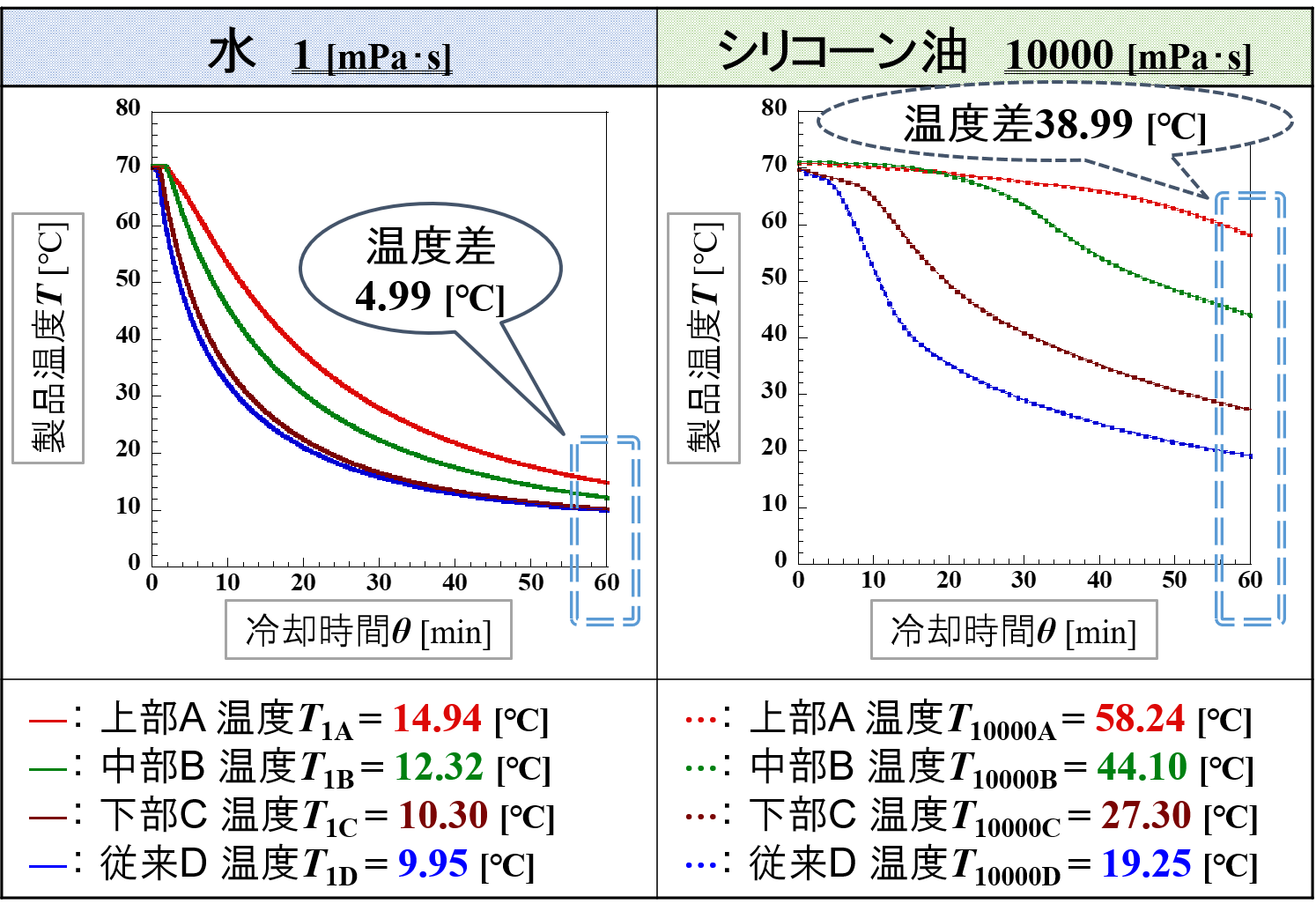
下図は,水とシリコーン油の結果です。
- 粘度[mPa・s] 👉 水:1 シリコーン油:10000
- 比熱[kJ/kg℃] 👉 水:4.2 シリコーン油:1.5
- 熱伝導率[W/mK] 👉 水:0.63 シリコーン油:0.16
📝[memo] シリコーン油は,水よりも温度を下げるために取り除く必要がある熱は小さいですが,熱が伝わりにくい性質ですね。
実験の詳細は「スケールアップ理論を考えてみよう ー 冷却編【25型乳化撹拌装置(基準機)の冷却パターン①】」のページで紹介しますが,粘度の差で冷却速度が異なることがわかります。
さらに,各位置で温度差が生じていることがわかります。
このような問題を解決するために,掻取ミキサーを使用することを考えます。
掻取ミキサーの役割
掻取ミキサーには,次の役割を期待します。
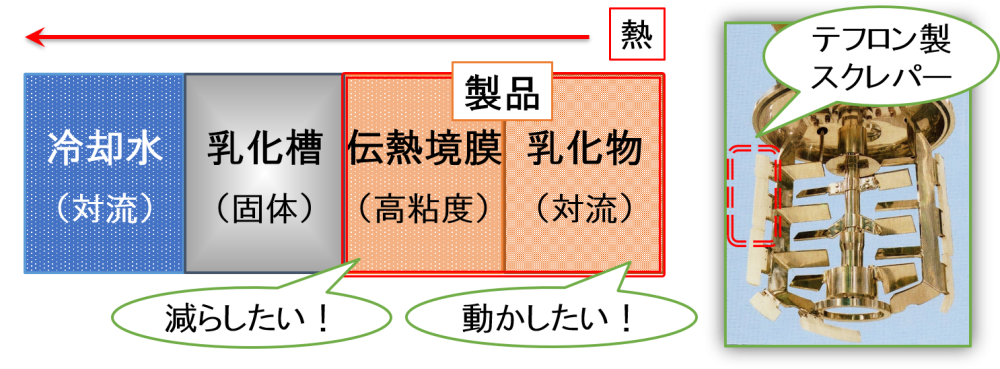
- 伝熱境膜を減らす。 👉 スクレパーによる伝熱境膜の掻取作用
- 製品(乳化物)を動かす。 👉 製品の強制対流
その結果,冷却速度が向上すると考えます。
乳化槽や冷却水の条件を見てきましたが,ここからは製品の条件となります。
それぞれの考え方については,詳細を後述します。
📝[memo] ここでは,各位置の温度差については無視して話を進めることにします。
スクレパーによる伝熱境膜の掻取作用

10000 [mPa・s]のシリコーン油では冷却速度が遅かったわけですが,理由としてどのようなことが考えられるでしょうか?
まずは,伝熱境膜に着目することにします。
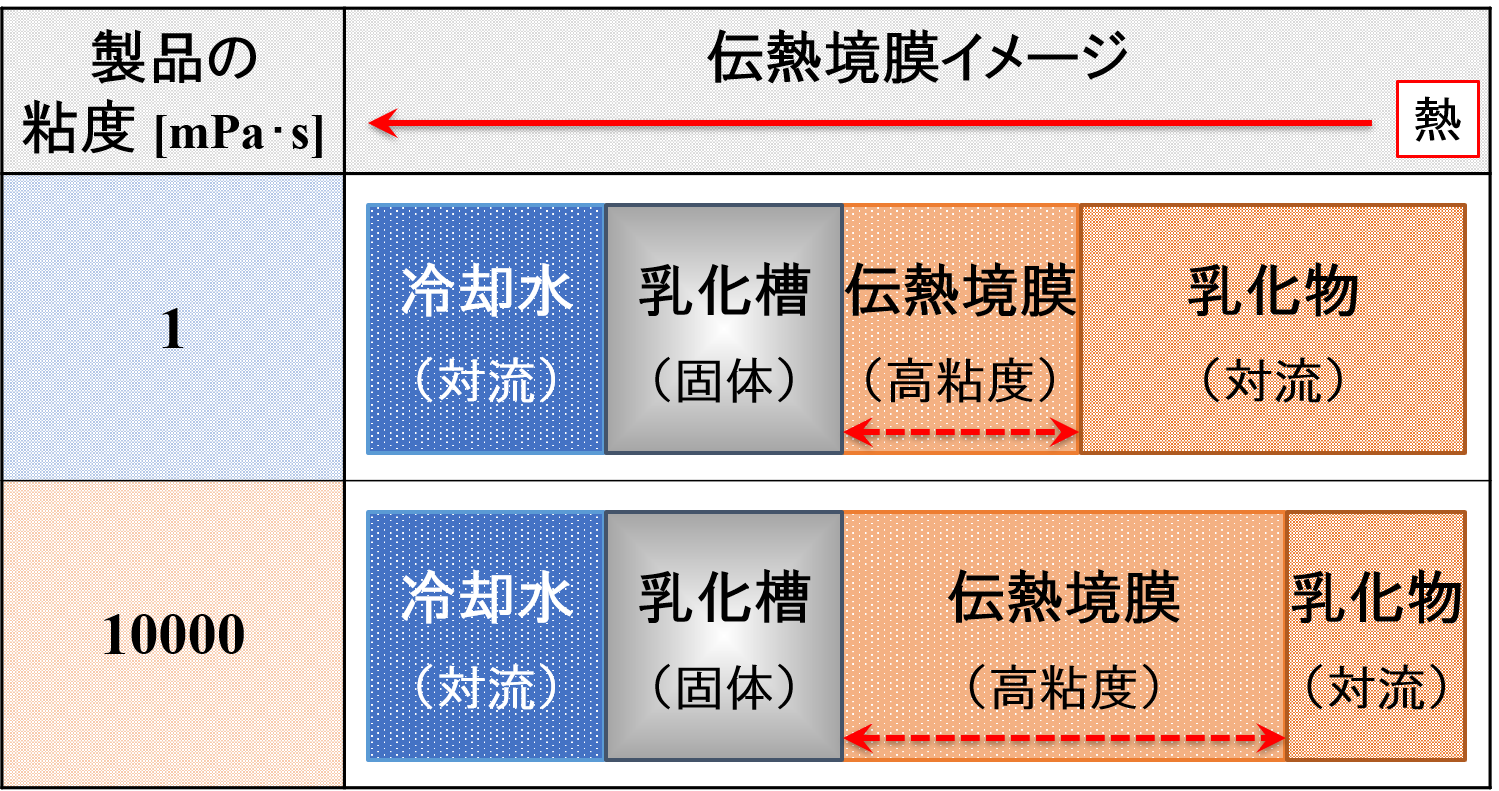
製品の粘度と伝熱境膜イメージ
「スケールアップ理論を考えてみよう ー 冷却編【冷却モデル】」のページで紹介したように,冷却されやすい乳化槽壁面付近の製品は増粘していると考えることができます。
これを”伝熱境膜”と呼ぶことにしました。
10000 [mPa・s]のシリコーン油では,最初から粘度が高い状態と言えます。
そのため,比較的温度が高い状態であっても,伝熱境膜が厚い状態で存在すると想像できます。
その結果,冷却速度が遅くなったと解釈できます。
スクレパーの働き
そこで,掻取ミキサーが登場することになります。
実際には,スクレパー(テフロン製)という部品が活躍します。
このスクレパーを使用して伝熱境膜を掻き取り,伝熱に対して抵抗となり得る要素をできるだけ減らすことを目指します。
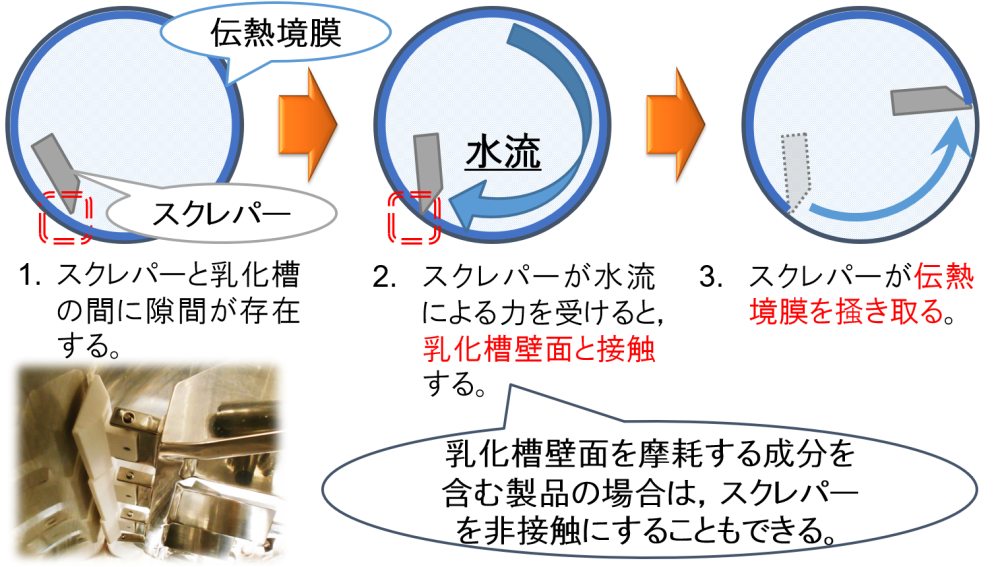
このようにして伝熱境膜を掻き取ることで,製品を効率的に冷却することができます。
そのため,全面にスクレパーを取り付けた掻取ミキサーを使用することが一般的です。
📝[memo] 海外製の装置では高粘度製品を想定していないためか,洗浄性を考慮して全面にスクレパーを取り付けない例が多いように思います。
製品の強制対流

掻取ミキサーは吐出作用を発揮して,製品を動かしてもらいます。
すると,どのようなメリットがあるでしょうか?

冷却水量に相当する強制対流(吐出量)は,掻取ミキサーを使用して直接変化させることができます。
📝[memo] 掻取ミキサーの回転数に依存します。
「スケールアップ理論を考えてみよう ー 冷却編【冷却時間の計算式(生産性の計算式)】」のページで紹介したように,冷却時間を短くするためには冷却水入口温度を低くし,冷却水量を大きくすれば良いことがわかりました。

ただし,限界がある点も併せてお話ししました。
言い換えると,少しでも冷却水量を大きくすれば,冷却速度は劇的に向上しました。
…ということは,製品を強制的に動かすことによって冷却速度が向上することができるかもしれません。
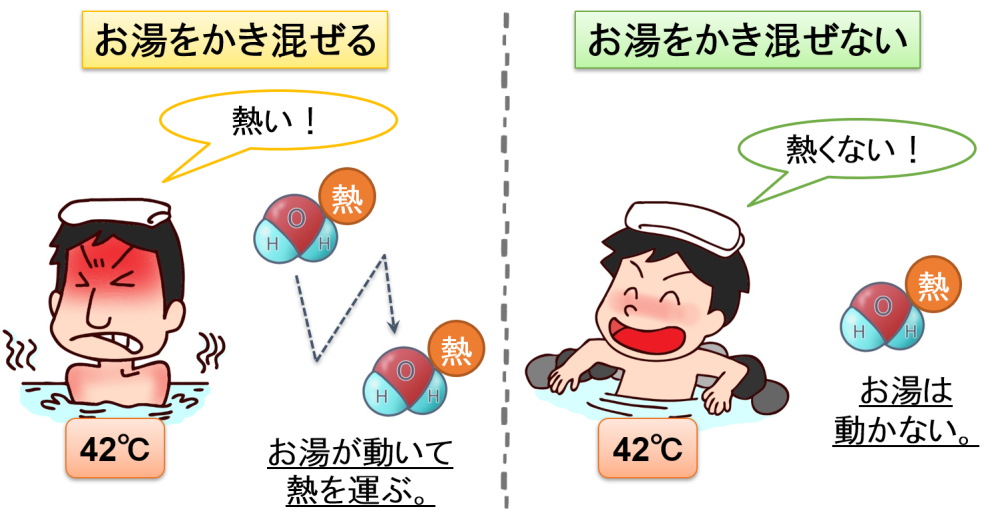
ここで,熱いお風呂に入っている人をイメージしてみましょう。
下図のように考えると,冷却水や製品を強制的に動かすことによって,冷却速度が向上することが期待できます。
お湯をかき混ぜる
お湯(水)が動いて熱を運ぶことができます。
そのため,”熱い”と感じることになります。
お湯をかき混ぜない
お湯(水)が動いて熱を運ぶことができません。
そのため,”熱い”と感じることはないかもしれません。
ただし,回転数を必要以上に高くしないことがポイントです。
冷却工程は,言葉通り冷却をするための工程です。
”回転数が高い=微細化作用が大きい”ことを意味するので,冷却で不要なせん断力を付与する可能性があります。
その結果,製品の物性を変化させるようなことがあれば,スケールアップが上手くいかない要因となります。
冷却速度向上の考え方まとめ

冷却速度は一定にできないことから,何とかして冷却速度を向上させることを考えてきました。
ここで,まとめをしておきます。
乳化槽底(鏡板)の形状
「スケールアップ理論を考えてみよう ー 冷却編【冷却速度向上させる考え方】」のページで紹介したように,伝熱面積を大きくするような鏡板が採用されています。
これは,どちらかと言うと乳化撹拌装置の仕様で決まっているので,使用時に変更できる因子ではありません。
冷却水(温度・量の影響)
「スケールアップ理論を考えてみよう ー 冷却編【冷却時間の計算式(生産性の計算式)】」のページで紹介したように,冷却時間を短くするためには冷却水入口温度を低くし,冷却水量を大きくすれば良いことがわかりました。
ただし,限界があるので見極めが必要です。
📝[memo] Batch Coolingの式から推算はできますが,実際の試作で確認したほうが間違いないと思います。
伝熱境膜の掻取作用と製品の強制対流
ここで紹介した内容です。
スクレパーで伝熱境膜を掻き取ること,製品を少しでも動かすことが重要です。
いずれも,掻取ミキサーの回転数を高くすることで実現できますが,せん断力が生じる点に留意しなければなりません。
冷却水による製品の冷却を考えたとき,傾向は説明できるのですが抽象的になってしまいます。
冷却工程をスケールアップするのは難しく,工業的に再現できない点が多々含まれることがわかります。
📝[memo] 冷却工程がスケールアップに大きな影響を与えるのであれば,大変な作業になることが想像できます。
