📚 (6-6) スケールアップ理論を考えてみよう ー 冷却編【冷却速度向上させる考え方】
- #乳化撹拌装置
- #乳化
- #エマルション
- #スケールアップ

冷却速度を向上させる

これまで,スケールアップ前後で冷却速度を一定にすることを目指してきましたが,残念ながら上手くいきませんでした。
📝[memo] 幾何学的相似と力学・運動学的相似のいずれも満たすことができないという結論でした。
そこで,「スケールアップ理論を考えてみよう ー 冷却編【冷却モデル】」のページで紹介した冷却速度に関する2つの考え方のうち,今度はスケールアップ前後で冷却速度を向上させることを目指してみたいと思います。
冷却速度向上とは…
どのような考え方であったか,振り返ってみたいと思います。
それは,製品の熱を効率的に冷却水へ伝えることです。
すなわち,スケールアップ後では単位体積あたりの冷却速度ができるだけ大きくなることを意味します。
結果として,スケールアップ後の冷却時間が短縮されます。
しかし,ちょっと待ってください。
冷却速度一定を考えたときにスケールアップが上手くいきませんでしたが,どういったことが起こるからだったでしょうか?
幾何学的相似と力学・運動学的相似というような話が出てきましたが,結果として,スケールアップ後の冷却時間が長くなってしまいます。
…ということは,冷却速度一定という現状維持もできていないことになります。
”冷却速度を向上させる考え方”を少し修正する

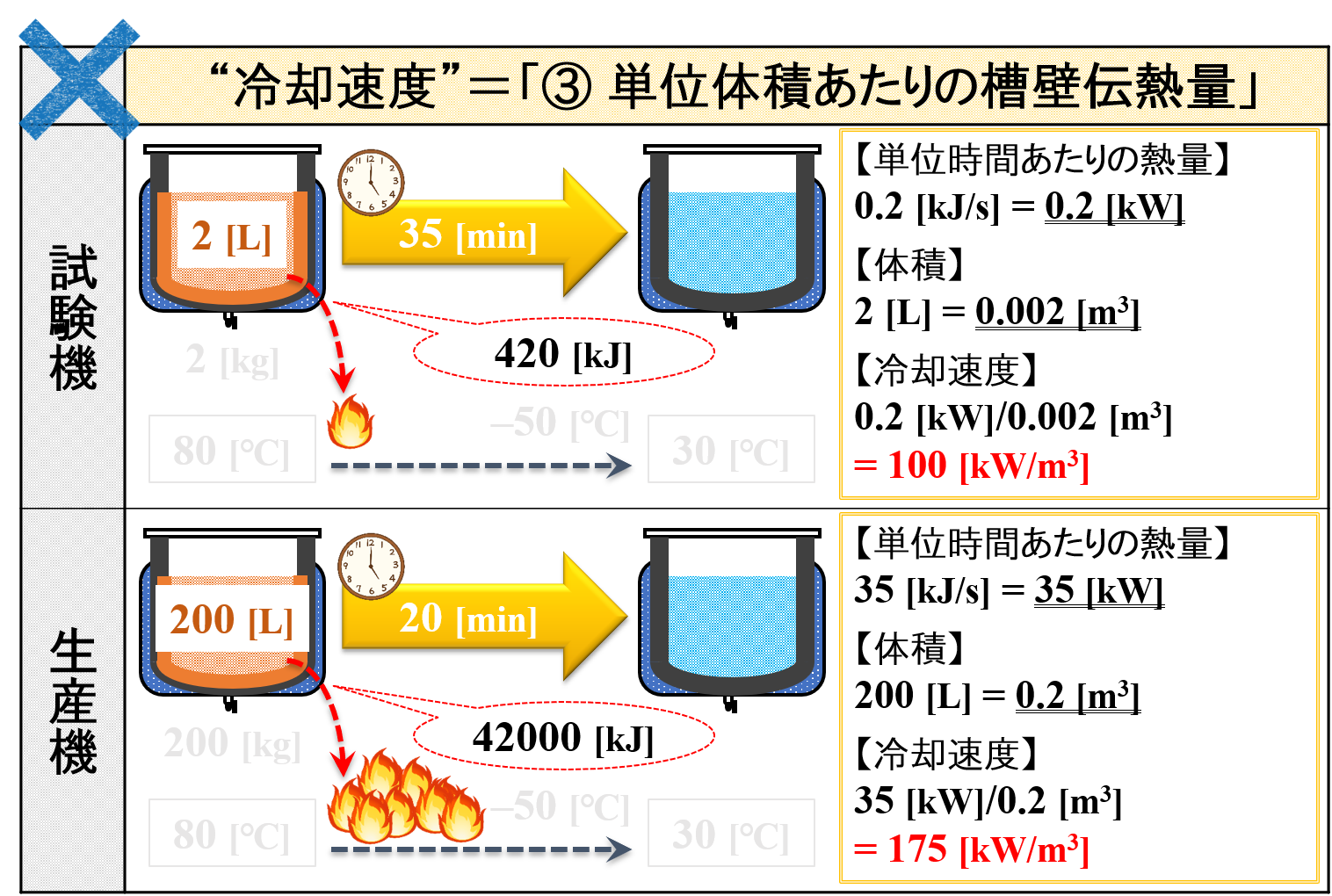
生産機では,試験機と同じ単位体積あたりの冷却速度100 [kW/m3]にすることはできません。
冷却時間も同じ35分にすることはできません。
そこで,考え方を少し修正したいと思います。
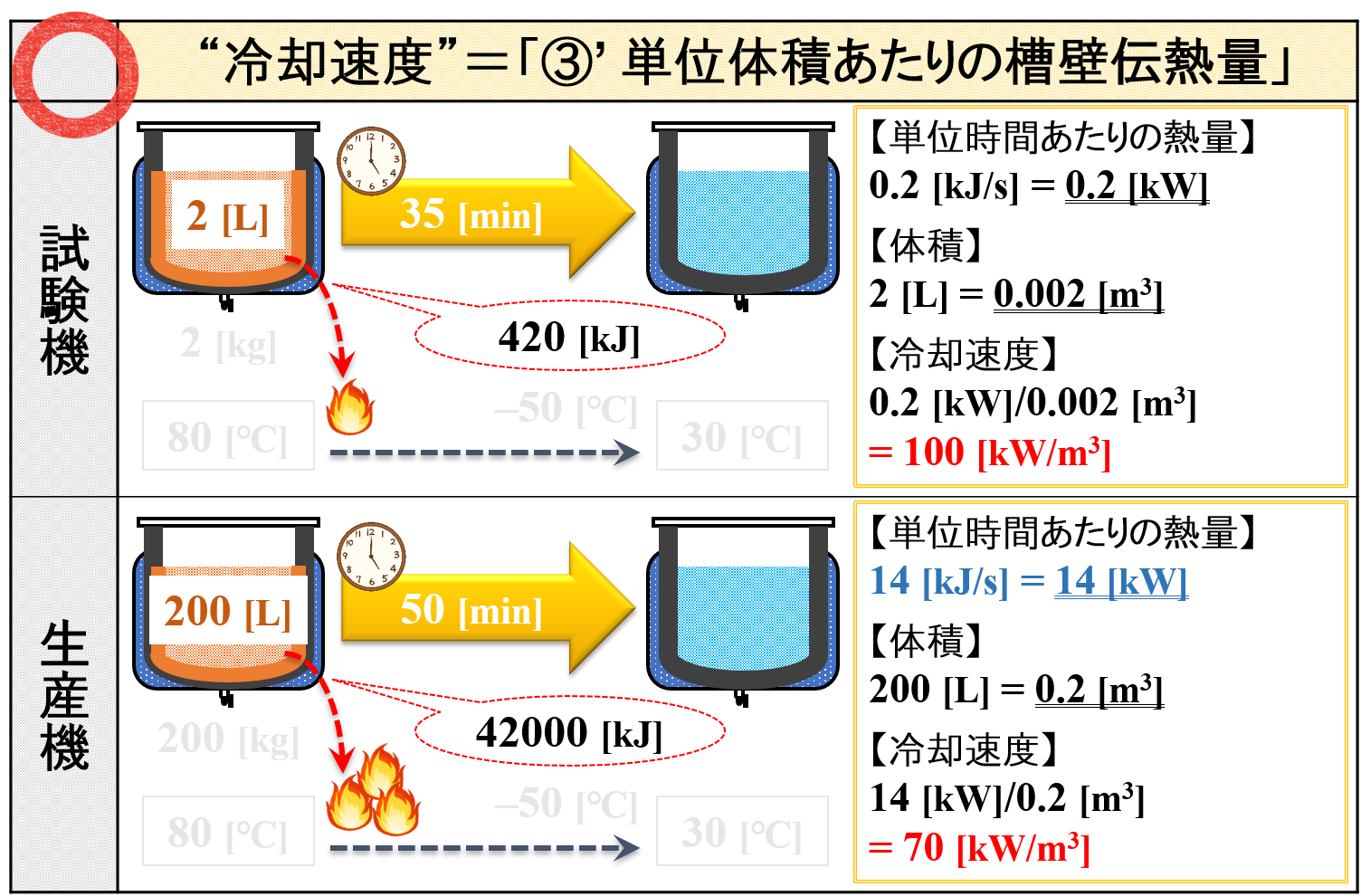
スケールアップ前後で冷却速度を向上させて,できるだけスケールアップ前の状態に近づけることを考えます。
📝[memo] 生産機の冷却速度を向上させることは間違いありませんが,できるだけ試験機に近づけようとするものです。
生産機における単位体積あたりの冷却速度を例えば70 [kW/m3]くらいに向上させて,できるだけ冷却時間を短縮したいものです。
効率的な冷却プロセス
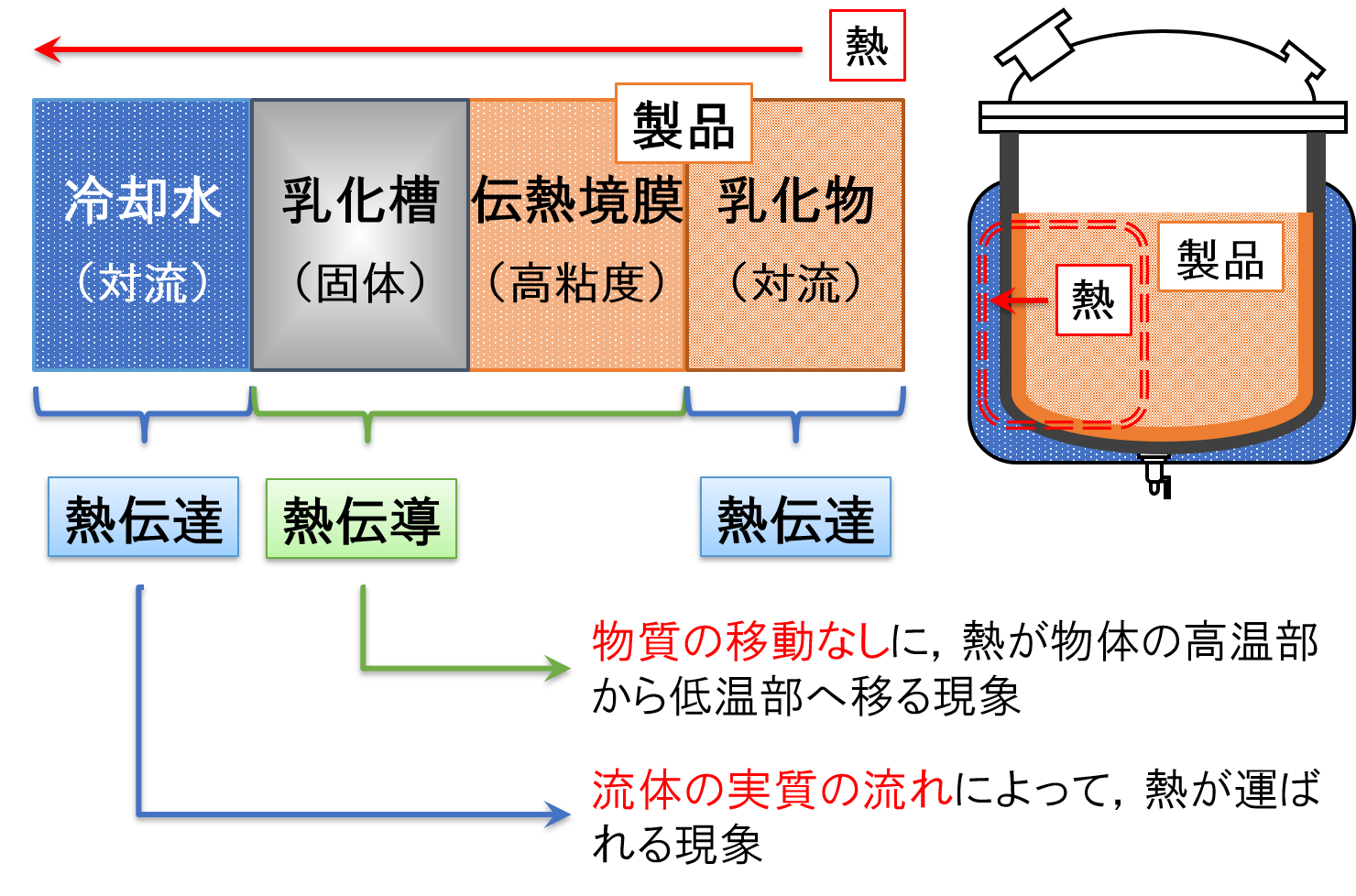
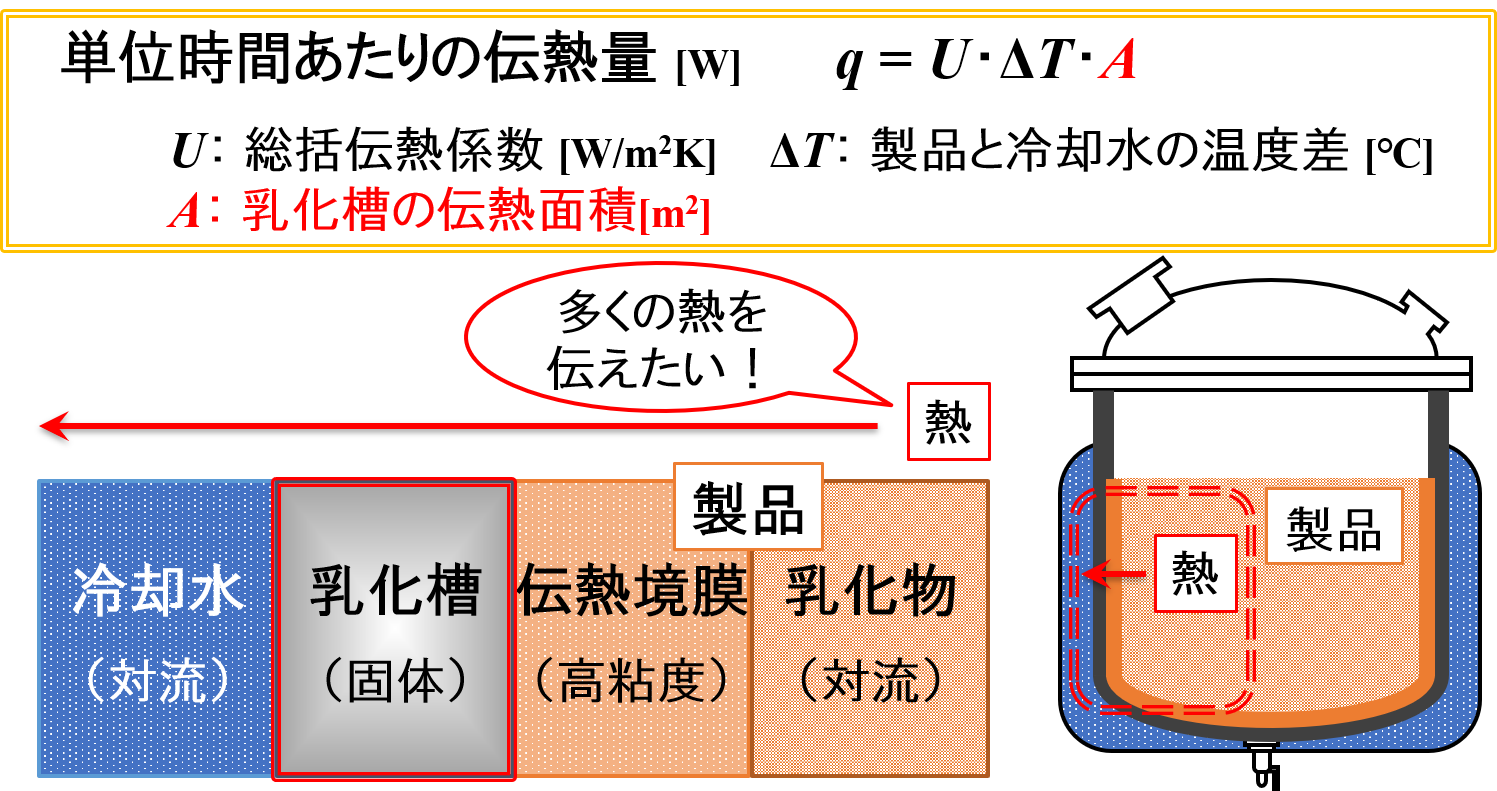
「スケールアップ理論を考えてみよう ー 冷却編【冷却モデル】」のページで,製品中の熱は4つの状態(乳化物 → 伝熱境膜 → 乳化槽 → 冷却水)を経由して移動すると考えることにしました。
ここでは,4つの状態を次のように特徴づけたいと思います。
ただし,乳化物と伝熱境膜は製品として取り扱うので,ここでは実質3つの状態を考えることになります。

まず,これらの状態を固体と液体に大別します。
固体
乳化槽
液体
製品(乳化物・伝熱境膜),冷却水
次に,熱の伝わり方を考えます。
伝熱境膜,乳化槽
熱伝導 👉 物質の移動なしに,熱が物体の高温部から低温部へ移る現象
【製品(乳化物・伝熱境膜),冷却水】
熱伝達 👉 流体の実質の流れによって,熱が運ばれる現象
以上より,熱伝導と熱伝達を区別しながら冷却速度を向上させることを考えた方が良さそうです。
最初に,熱伝導に着目することにします。
すなわち,乳化槽を改善して,冷却速度を向上させることを試みます。
乳化槽底(鏡板)の形状

最初に,”乳化槽”に着目します。
熱を伝えやすくするためにどうしたら良いかというと,乳化槽の板厚を薄くすれば解決します。
📝[memo] 薄い壁の方が,音がよく聞こえますよね。

しかし,別の問題があります。
乳化槽の板厚を薄くすると,強度に大きな影響を与えます。
乳化槽内では減圧し,加熱時のジャケットには蒸気が流れている(加圧)ので,乳化槽はこの圧力に耐えなければなりません。
したがって,乳化槽の板厚を薄くするという案は採用できません。
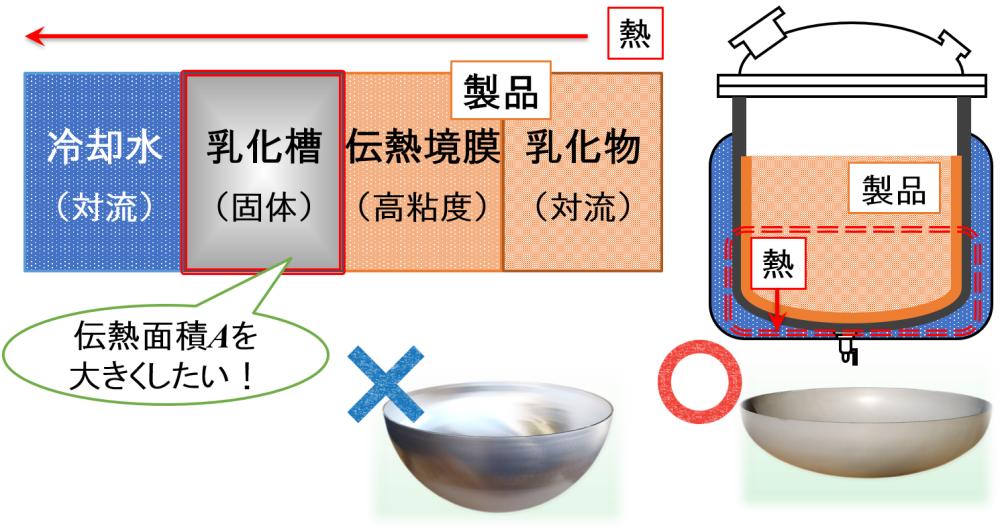
そこで,乳化槽の伝熱面積を大きくすることを考えます。
「スケールアップ理論を考えてみよう ー 冷却編【冷却速度一定とする考え方①】」のページで紹介したように,”単位時間あたりの伝熱量の式”から乳化槽の伝熱面積を大きくすると良いことがわかります。
当社では,乳化槽底(鏡板)の形状を工夫しています。
半球を潰したような鏡板(正半楕円型皿板; ED)を使用して,できるだけ伝熱面積を大きくしています。
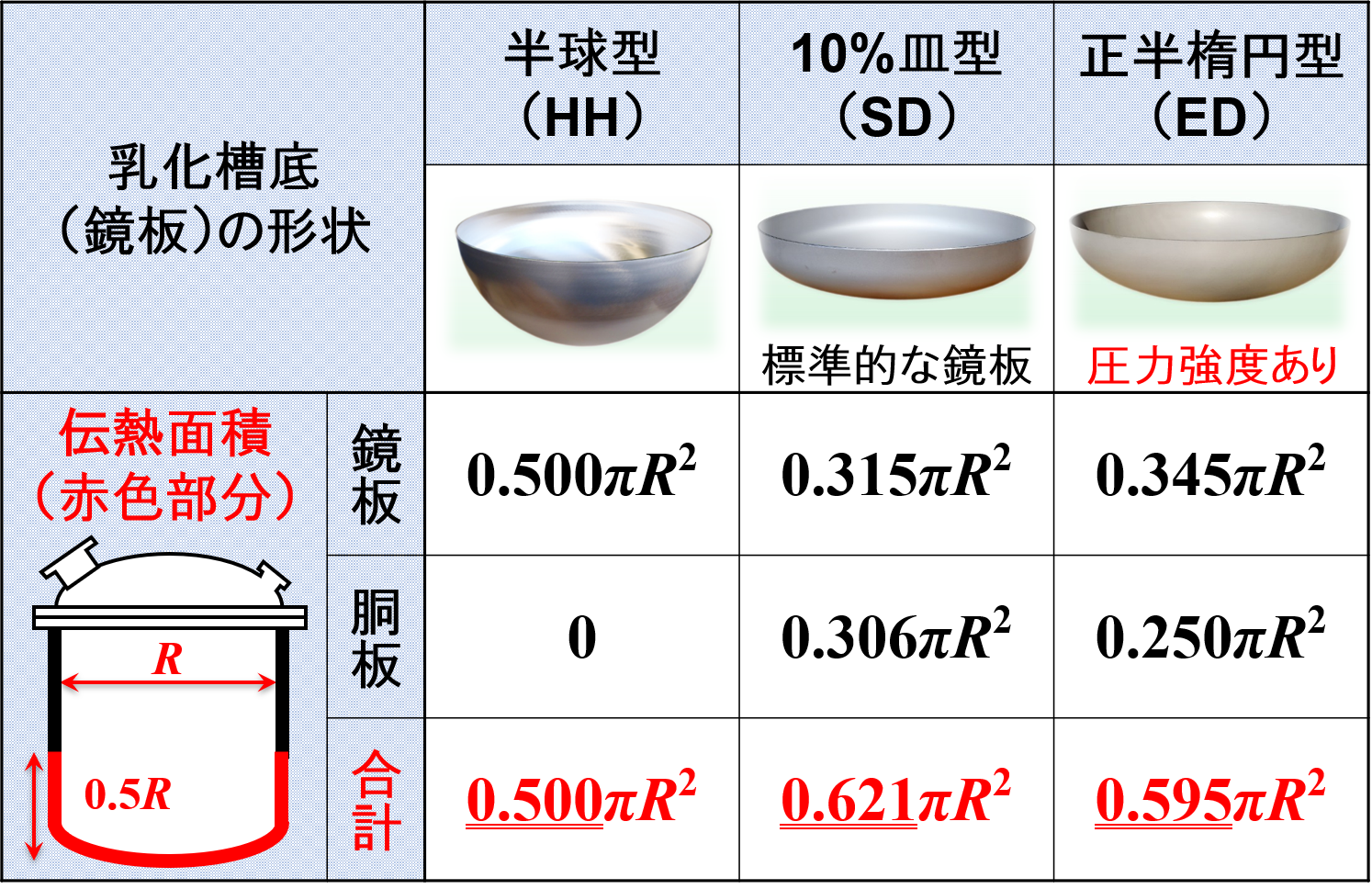
鏡板の形状比較
当社の乳化槽底(鏡板)は,正半楕円型皿板; EDを採用しています。
参考までに,他の形状と比較をしておきましょう。
乳化槽の径をRとし,乳化槽底から0.5Rまでの伝熱面積を計算してみます。
このとき,「伝熱面積」=「鏡板」+「胴板」で表すことができます。
半球型(HH)
伝熱面積=鏡板0.500πR2+胴板0=0.500πR2
10%皿型(SD)
伝熱面積=鏡板0.315πR2+胴板0.306πR2=0.621πR2
正半楕円型(ED)
伝熱面積=鏡板0.345πR2+胴板0.250πR2=0.595πR2
一般的な半球型(HH)を基準に考えると,正半楕円型(ED)の方が伝熱面積が大きいことがわかります。
ただし,10%皿型(SD)の方が伝熱面積がさらに大きいことがわかります。
乳化槽内の減圧,ジャケットの加圧に耐えないといけないので,乳化槽では圧力強度がある正半楕円型(ED)が採用されています。
📝[memo] 減圧の必要がない溶解槽の場合は,当社では,伝熱面積を大きくするために10%皿型(SD)が採用されています。
試験用乳化撹拌装置の場合
乳化槽では圧力強度がある正半楕円型(ED)が採用されているという話をしましたが,試験用乳化撹拌装置(=試験機)ではどうだったでしょうか?
答えから言うと,半球型(HH)が採用されています。
正半楕円型(ED)を採用する必要はないでしょうか?
「乳化撹拌装置でスケールアップをしてみよう【試験機による検討】」のページで紹介することになりますが,試験機を用いた試作の目的は,人間の手で行ってきた工程を機械に任せることです。
そして,試験機による試作が上手くいった後には,中間機で試作(スケールアップ)をすることになります。
中間機では,乳化槽底の形状は正半楕円型(ED)です。
このような流れを踏まえて考えたいのですが,先に加熱の話をしておきたいと思います。

熱媒の違い
試験機では温水加熱しかできませんが,その後の中間機では蒸気加熱ができます。
したがって,加熱の検討は中間機でした方が良さそうです。
📝[memo] 蒸気加熱することが一般的な生産機の条件を検討することができます。
逆に言うと,試験機では加熱の検討にこだわる必要があまりないかもしれません。
そのため,試験機における乳化槽底の形状は半球型(HH)のままであっても良いと判断します。
📝[memo] 正半楕円型(ED)よりも半球型(HH)の方が安価です。
伝熱面積の違い
生産機や中間機と比べると試験機は乳化槽が小さいため,乳化槽底の形状を変えたとしても,その伝熱面積はほとんど変化しないと考えられます。
さらに,生産機や中間機の乳化槽はSUS製ですが,試験機の乳化槽はガラス製です。
ガラスはSUSよりも熱を伝えにくいため,総括伝熱係数が小さくなります。
※当社の経験則では,試験機の総括伝熱係数は生産機や中間機の1/3程度となります。
その結果,伝熱面積が多少変化したとしても,加熱時間にはほとんど影響を与えません。
そのため,試験機における乳化槽底の形状は半球型(HH)のままであっても良いと判断します。
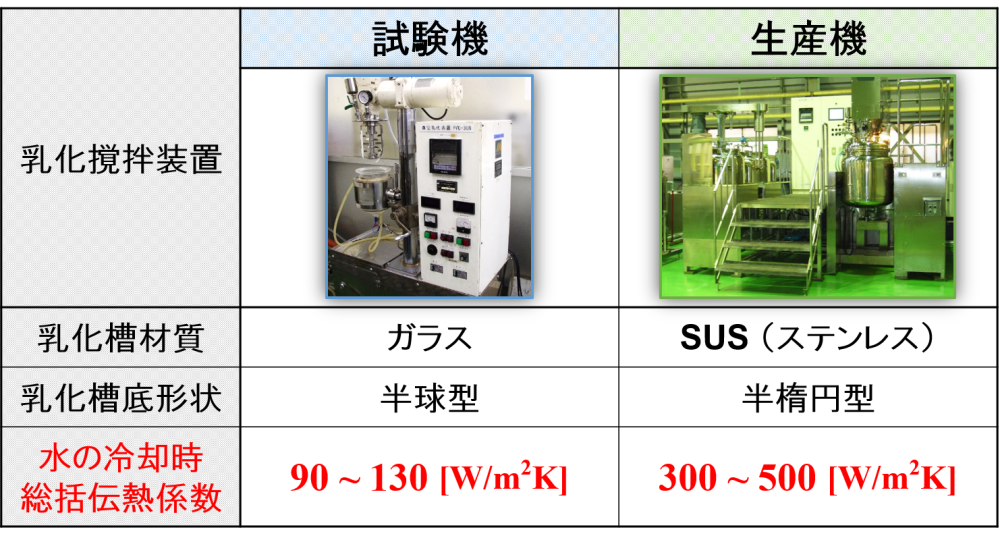

一方,冷却を考えると,使用する冷媒は水相水または冷却水であるかと思います。
生産機や中間機の乳化槽はSUS製ですが,試験機の乳化槽はガラス製である点が問題となります。
すなわち,試験機の方が冷却されにくいです。
すると,上述した”伝熱面積の違い”のときと同じ結論が得られます。
このような加熱・冷却の事情から,当社では,試験機における乳化槽底の形状は半球型(HH)を採用しています。


ただし,このような考え方に正解・不正解はありません。
あくまでも,当社の場合を紹介しました。
特に,製薬業界で多いイメージですが,試験機の段階であっても乳化槽はSUS製,正半楕円型(ED)を要望されることがあります。
試験機の段階で,加熱・冷却に関する詳細な検討をしたい!という考え方です。
このような場合は,標準外の特殊事例として対応させていただいています。