📚 (5-13) スケールアップ理論を考えてみよう ー 乳化編【ホモミキサーのスケールアップ検討例②】
- #乳化撹拌装置
- #乳化
- #エマルション
- #スケールアップ

ホモミキサーのスケールアップ計算の演習
「スケールアップ理論を考えてみようー乳化編【スケールアップの検討例①】」のページの続きとなります。
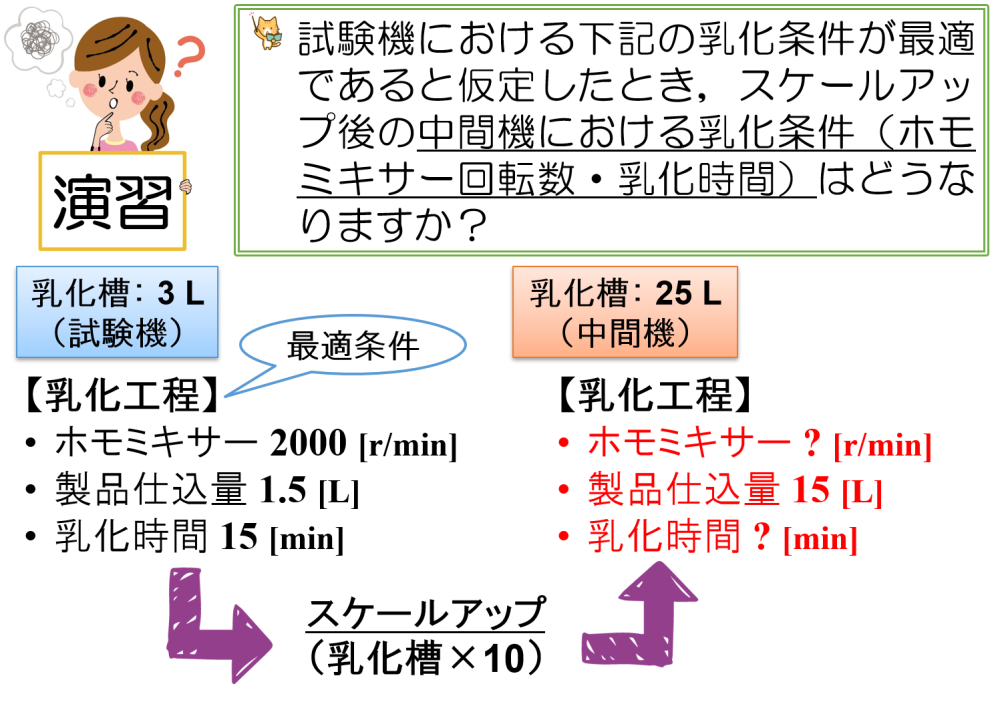
スケールアップをするにあたって,下図における3 L試験機の条件が最適であったと仮定します。
そして,この条件を基に25 L中間機へスケールアップすることを考えます。
回転数や乳化時間を算出する具体的な計算事例を紹介しました。
今回は,実際にスケールアップ計算の演習をしてみましょう。
下図のような事例を考えます。
ここでは,3 L試験機における最適条件を変えています。
📝[memo] このページでは,途中の計算過程は記載せずに主要な計算結果のみを記載しています。
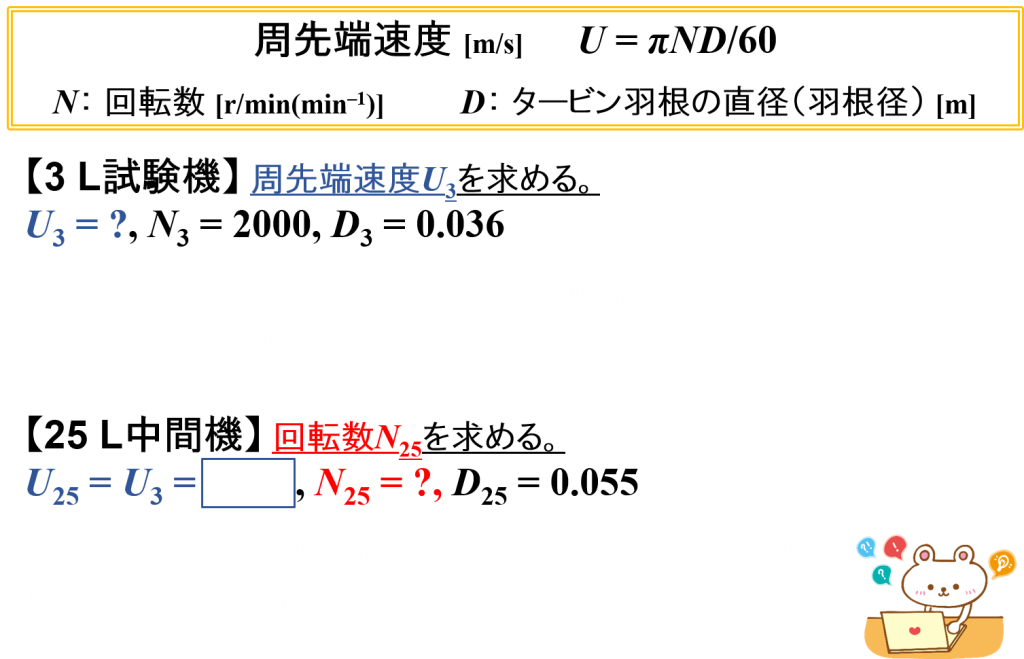
ホモミキサーの計算例⑷(1.5 L → 15 L仕込み・周先端速度~回転数)

最初に,周先端速度の式から3 L試験機における周先端速度U3を求めます。
その後,25 L中間機におけるホモミキサーの回転数N25を算出します。
計算結果
- U3 = 3.77 [m/s]
- N25 = 1309.8 [r/min(min–1)]
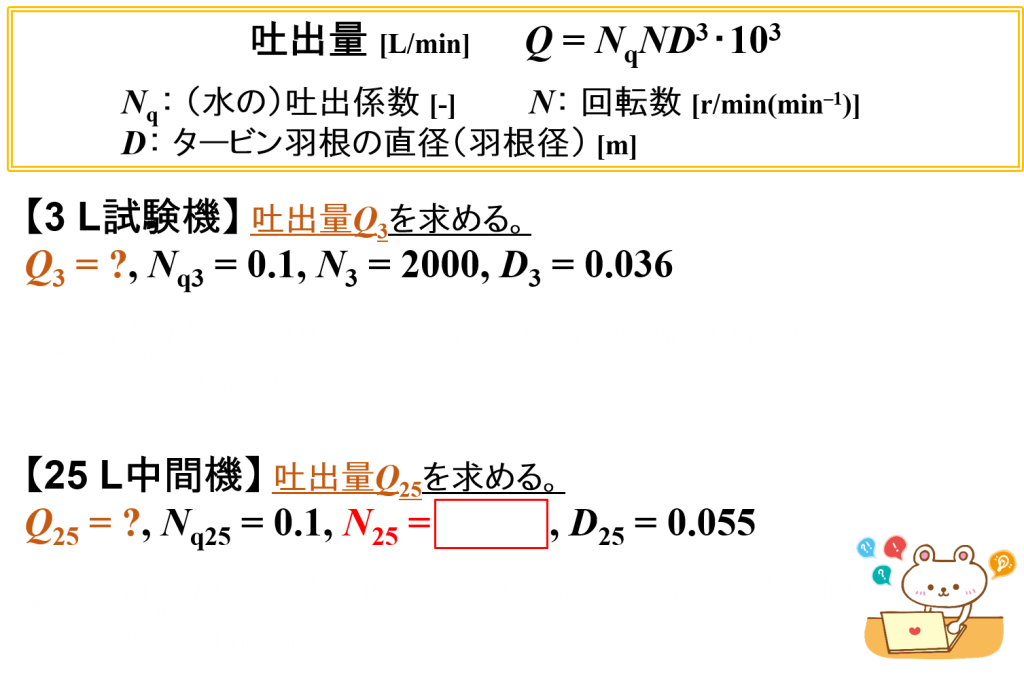
ホモミキサーの計算例⑸(1.5 L → 15 L仕込み・吐出量)

続いて,吐出量の式から3 L試験機における吐出量Q3を求めます。
同様にして,吐出量の式から25 L中間機における吐出量Q25を求めます。
計算結果
- Q3 = 9.33 [L/min]
- Q25 = 21.8 [L/min]
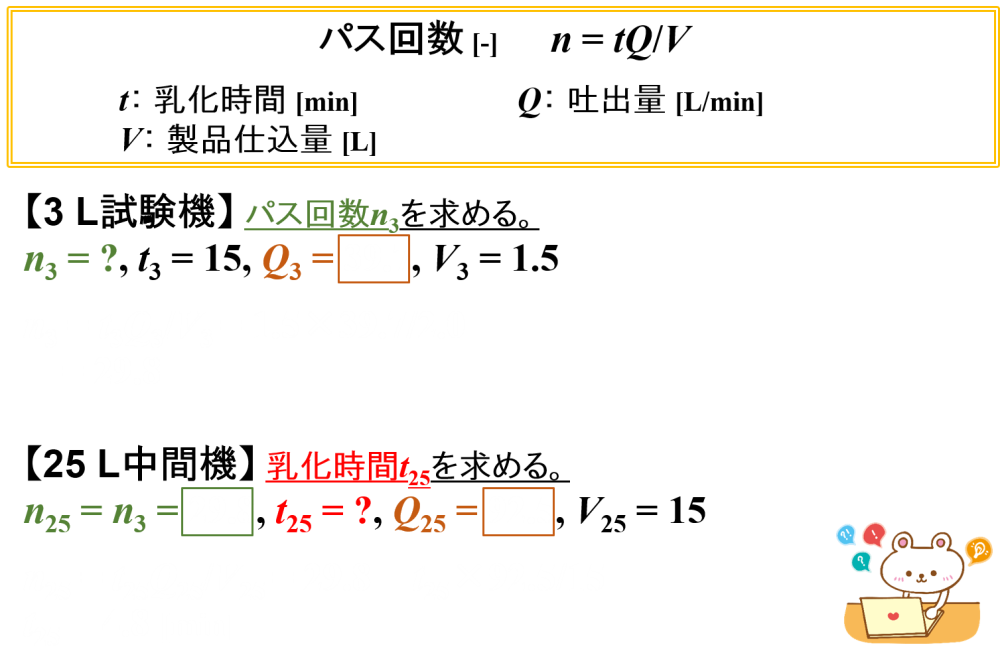
ホモミキサーの計算例⑹(1.5 L → 15 L仕込み・パス回数~乳化時間)

最後に,パス回数の式から3 L試験機におけるパス回数n3を求めます。
そして,25 L中間機におけるホモミキサーの乳化時間t25を算出します。
計算結果
- n3 = 93.3 [L/min]
- t25 = 64.2 [min]
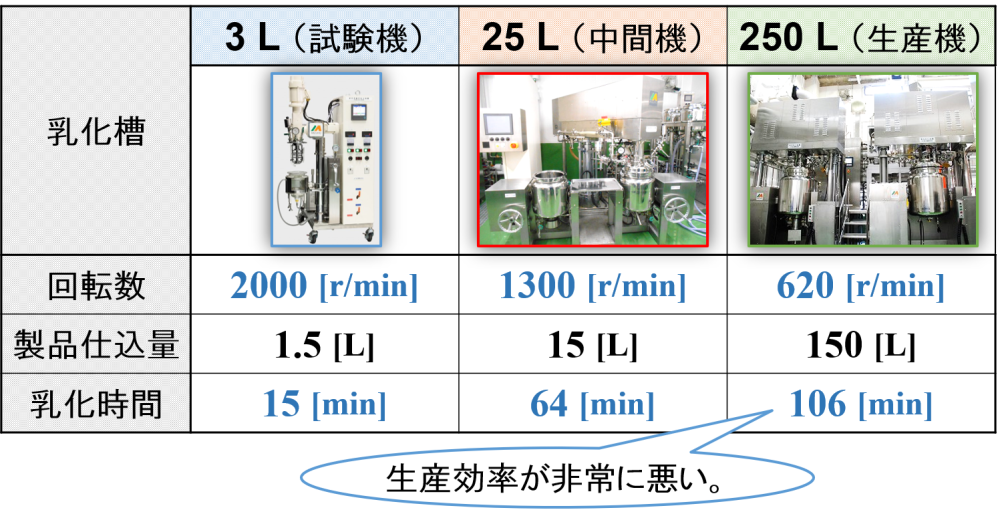
ホモミキサーの回転数と乳化時間(悪い例)
「スケールアップ理論を考えてみようー乳化編【スケールアップの検討例①】」のページで紹介したように,乳化撹拌装置が大きくなると次の傾向が見られることがわかりました。
- 最適なホモミキサーの回転数は低くなる。
- 最適な乳化時間は長くなる。

これらを踏まえて,今回のスケールアップ計算で算出した回転数・乳化時間を確認してみましょう。
特に生産機における回転数・乳化時間は,生産効率が非常に悪いと言えます。
これは,試験機において”低い回転数”かつ”長い乳化時間”を最適としてしまったことが原因です。
- 回転数が低いので,乳化槽内で製品全体が流動するかわかりません。
- 実際の工程を考慮すると,乳化時間が長すぎます。
そのため,試験機のホモミキサーの回転数は高く,乳化時間は短くした最適条件を探すことがポイントになります。
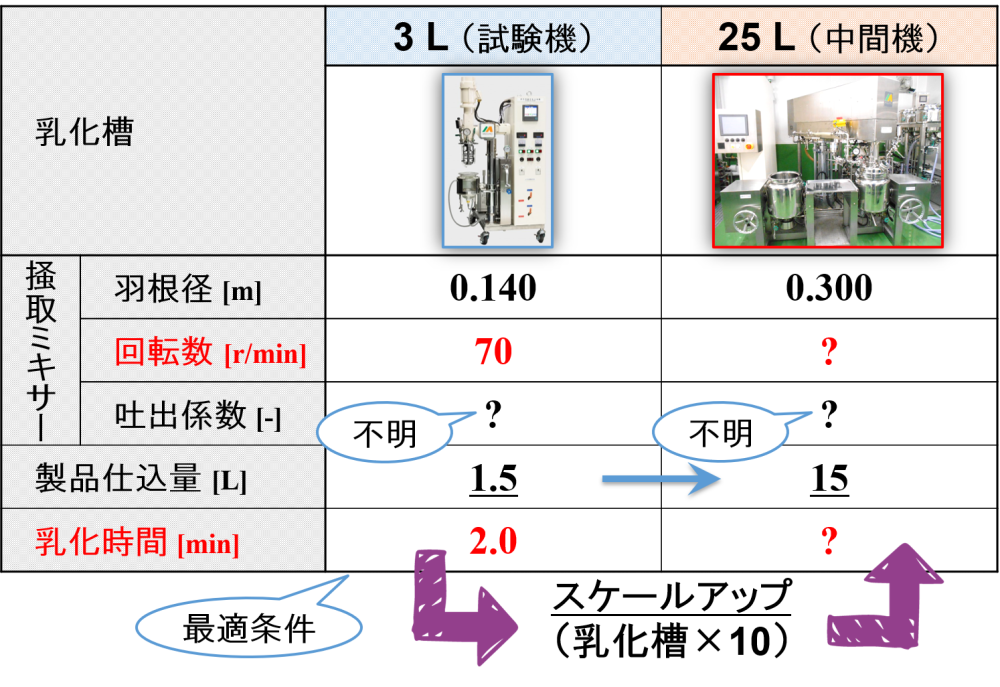
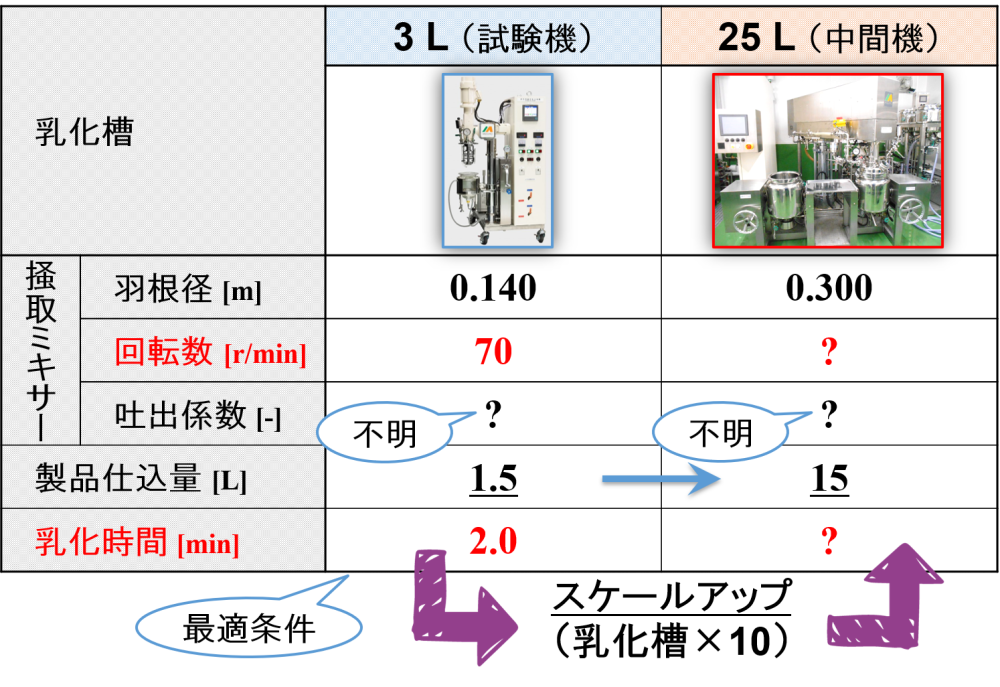
乳化時における掻取ミキサーのスケールアップ条件
最後に,掻取ミキサーを使って乳化をする特殊な事例を紹介します。
稀なケースですが,この場合におけるスケールアップ後の条件を算出してみたいと思います。
スケールアップをするにあたって,下図における3 L試験機の条件が最適であったと仮定します。
そして,この条件を基に25 L中間機へスケールアップすることを考えます。
📝[memo] ホモミキサーとの違いは,掻取ミキサーの吐出係数が不明である点です。
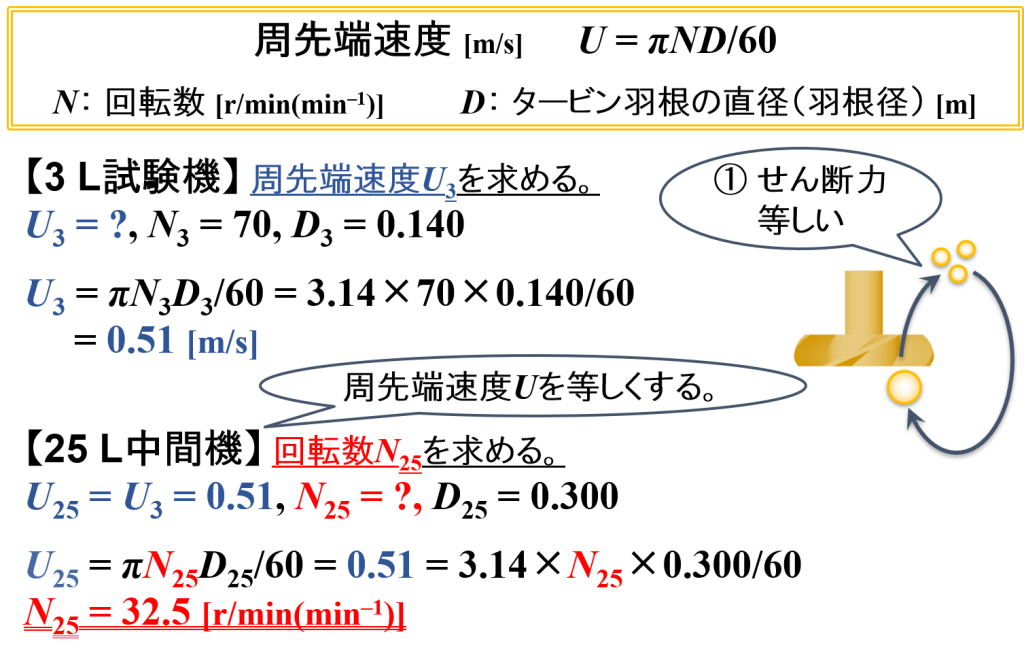
掻取ミキサーの計算例⑴(1.5 L → 15 L仕込み・周先端速度~回転数)
最適な回転数N3,羽根径D3は既知であるので,これらを周先端速度の式に代入して周先端速度U3をを求めます。
U3 = πN3D3/60 = 3.14×70×0.140/60 = 0.51 [m/s]

一方,「”(条件①)せん断力が等しくなるようにする”という考え方」=「”(条件①’)周先端速度が等しくなるようにする”という考え方」であるので,25 L中間機における周先端速度U25も0.51 [m/s]となります。
そこで,25 L中間機と3 L試験機の周先端速度Uが等しいとして,周先端速度の式よりU25 = U3となる方程式を作ります。
そして,既知である最適な乳化時間t25を周先端速度の式に代入して,回転数N25を求めます。
U25 = πN25D25/60 = 0.51 = 3.14×N25×0.300/60
N25 = 32.5 [r/min(min–1)]
以上より,25 L中間機における掻取ミキサーの回転数N25を算出することができました。
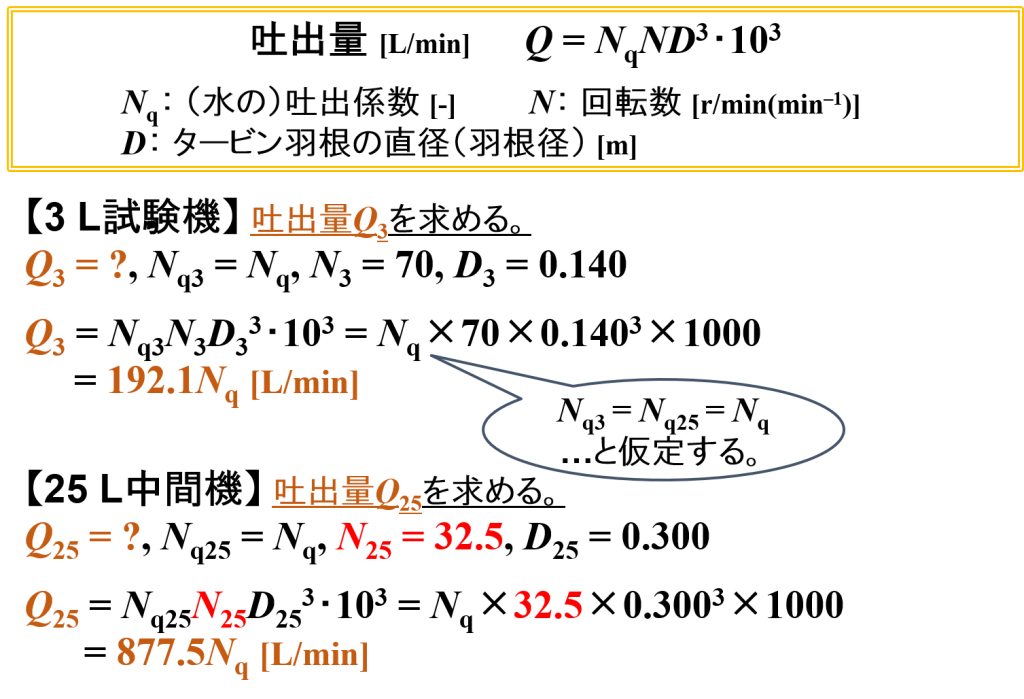
掻取ミキサーの計算例⑵(1.5 L → 15 L仕込み・吐出量)

続いて,最適な回転数N3,羽根径D3を吐出量の式に代入して,吐出量Q3を求めます。
このとき,「スケールアップ理論を考えてみよう ー 乳化編【“ホモミキサー”による吐出量】」のページで紹介したように,実際の製品であっても(水の)吐出係数Nqを使用します。
しかしながら,掻取ミキサーにおけるNq3やNq25の値がわかりません。
そこで,Nq3 = Nq25 = Nqとして仮定し,吐出量もNqを用いたままで表すことにします。
📝[memo] 掻取ミキサーの吐出係数は,羽根径によって変化しない(一定)とみなします。
Q3 = Nq3N3D33・103 = Nq×70×0.1403×1000 = 192.1Nq [L/min]
同様にして,既知である吐出係数Nq25,羽根径D25,そして算出した回転数N25を吐出量の式に代入して,吐出量Q25を求めます。
Q25 = Nq25N25D253・103 = Nq×32.5×0.3003×1000 = 877.5Nq [L/min]
以上より,3 L試験機および25 L中間機における掻取ミキサーの吐出量Q3とQ25を算出することができました。
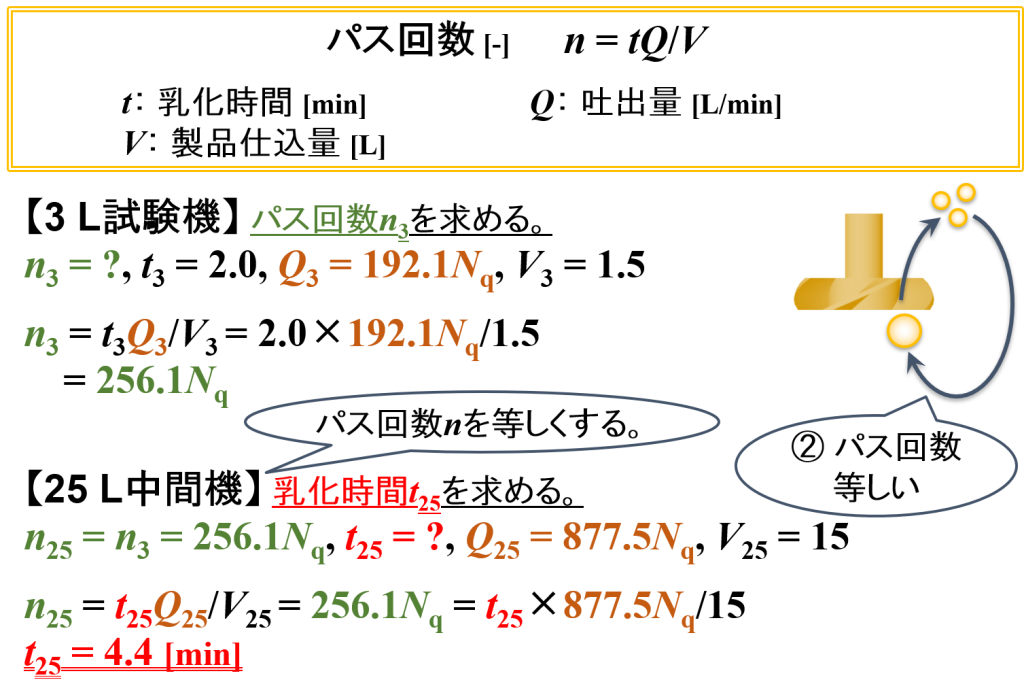
掻取ミキサーの計算例⑶(1.5 L → 15 L仕込み・パス回数~乳化時間)
最後に,既知である最適な乳化時間t3,製品仕込量V3,そして算出した吐出量Q3をパス回数の式に代入して,パス回数n3を求めます。
n3 = t3Q3/V3 = 2.0×192.1Nq/1.5 = 256.1Nq

一方,”(条件②)パス回数が等しくなるようにする”という考え方から,25 L中間機におけるパス回数n25も256.1Nqとなります。
そこで,25 L中間機と3 L試験機のパス回数nが等しいとして,パス回数の式よりn25 = n3となる方程式を作ります。
そして,既知である最適な乳化時間t25,製品仕込量V25,そして算出した吐出量Q25をパス回数の式に代入して,乳化時間t25をを求めます。
📝[memo] ここで,吐出係数Nqが消えてなくなります。
n25 = t25Q25/V25 = 256.1Nq = t25×877.5Nq/15
t25 = 4.4 [min]
以上より,25 L中間機における掻取ミキサーの乳化時間t25を算出することができました。
掻取ミキサーのスケールアップ計算の結果
25 L中間機における掻取ミキサーの回転数・乳化時間を算出することができました。
まとめると下図のようになります。

掻取ミキサーによるスケールアップ計算で算出した回転数・乳化時間は,あくまでもホモミキサーをモデル化したときの考え方を掻取ミキサーに当てはめた理論値です。
掻取ミキサーとホモミキサーの構造は異なるため,同じスケールアップ計算式を用いても良いとは言い切れません。
そのため,この条件で試作可能か否かの確認は必要です。
📝[memo] スケールアップ前後で付与するせん断力が等しいとは限りません。

以上が,高速撹拌機であるホモミキサーを使用したスケールアップの考え方になります。
このような考え方はどちらかと言うと一般的ではなく,当社独自の思想が強く反映されたものとなります。
これまでの内容に関して,基礎理論の一つとして採用いただけますと幸いです。
これから先,いろいろな考え方や思想が出てくるかもしれません。
当社でも検討を続け,スケールアップ理論をアップデートしていきます。
